鋼格板熱鍍鋅又稱為熱浸鍍鋅,是在高溫下把鋅錠融化,在放入一些輔助材料,然后把鋼格板構件浸入鍍鋅槽中,使鋼格板構件上附著一層鋅層。熱鍍鋅的優點在于他的防腐能力強,鍍鋅層的附著力和硬度較好。鋼格板產品鍍鋅后重量有所增加,這就是常說的上鋅量。
熱鍍鋅層的形成
熱鍍鋅鋅層形成過程是鐵基體與最外面的純鋅層之間形成鐵-鋅合金的過程,工件表面在熱浸鍍時形成鐵-鋅合金層,才使得鐵與純鋅層之間很好結合。當鐵工件浸入熔融的鋅液時,首先在界面上形成鋅與α鐵(體心)固熔體。這是基體金屬鐵在固體狀態下溶有鋅原子所形成一種晶體,兩種金屬原子之間是融合,原子之間引力比較小。因此,當鋅在固熔體中達到飽和后,鋅鐵兩種元素原子相互擴散,擴散到鐵基體中的鋅原子在基體晶格中遷移,逐漸與鐵形成合金,而擴散到熔融的鋅液中的鐵就與鋅形成金屬間化合物FeZn13,沉入熱鍍鋅鍋底,即為鋅渣。當工件從浸鋅液中移出時表面形成純鋅層,為六方晶體。
熱鍍鋅工藝流程
溫度的控制
不同的溫度及不同的保溫時間,其溶鐵量即鐵損量是不一樣的。在500℃附近時,鐵損量隨著加溫及保溫時間急劇增加。低于或高于480~510℃范圍,隨時間延長鐵損提高緩慢。因此,人們將480~510℃稱為惡性溶解區。在此溫度范圍內鋅液對工件及鋅鍋浸蝕最為嚴重,超過560℃鐵損又明顯增加,達到660℃以上鋅對鐵基體是破壞性浸蝕,鋅渣會急劇增加,施鍍無法進行。因此,施鍍目前多在430~450℃域內進行。
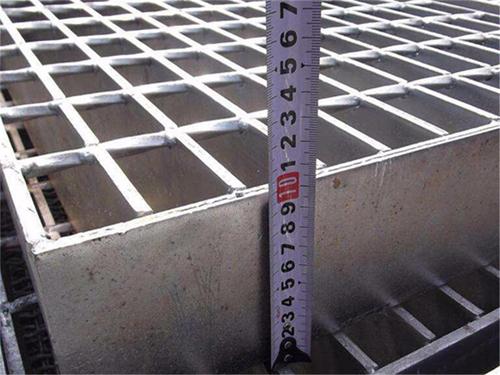
熱鍍鋅層厚度要求
鋼格板構件厚度(mm) 局部厚度(最小值)um 平均厚度(最小值)um
>6 70 85
>3-6 55 70
1.5-3 45 55
<1.5 35 45關鍵詞:鋼格板廠 鋼格板廠家 無錫鋼格板 熱鍍鋅鋼格板 不銹鋼鋼格板 踏步板 水溝蓋 熱鍍鋅鋼格板廠 熱鍍鋅鋼格板廠家