鋼格柵板是一種由承載扁鋼與橫桿按照一定的間距正交組合,通過焊接或者壓鎖加以固定的開場板式鋼結構。在石油化工、電力、港口碼頭、市政等工程領域中應用十分廣泛。根據制作方法不同,主要分為壓焊鋼格板和壓鎖鋼格板。 壓鎖鋼格板在一些機器設備上采用較多,看起來更加牢固,相互壓鎖使其在受到壓力的情況下,相互緊緊咬合,撓度很小。不足之處就是橫桿與扁鋼會存在空隙,而且不可能每個接觸點都進行焊接,因此焊接不牢固,強度有所降低。壓鎖鋼格板的生產成本較高,就連熱鍍鋅處理上鋅量很高,因為直接縫隙較多,所以熱鍍鋅費用也是很高的。 壓焊鋼格板制造流程相對簡單,生產效率極高。壓焊鋼格板的橫桿采用合適的麻花鋼,承載扁鋼根據需要選擇,這樣就最大程度地減少了鋼格板的自重,最重要的是減少了鋼格板用鋼量,降低成本。因而,海洋平臺、液化天然氣LNG模塊、FPSO等海洋鋼結構,都采用壓焊鋼格板。
一、鋼格板生產工藝流程 根據壓焊鋼格板的結構特點,國內生產廠家一般將鋼格板生產工序分為以下幾步:基本材料加工、鋼格板原板加工、鋼格板成品加工、熱浸鋅。 1.1基本材料加工 壓焊鋼格柵的原材料主要包括扭鋼、承載扁鋼、包邊套筒、斜梯踏步防滑條等,為降低生產成本,生產廠家一般都購置扭鋼拉絲機、扁鋼剪板機、折彎機、齒鋼沖齒機等設備,自行生產前述基本材料。圖1、2為國內格柵廠家常用的扁鋼生產線、剪切齒鋼生產線和扭絞方鋼生產線。
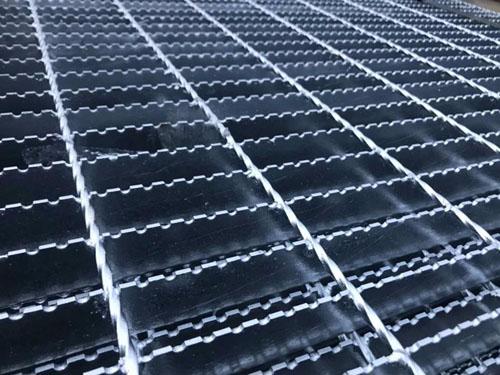
1.2鋼格板原板加工 原板加工即使用壓焊設備將齒形扁鋼和扭鋼進行壓焊,鋼格柵原板的板尺受壓焊設備的加工能力限制,一般為995mm× 6060mm和1200mm×6060mm兩種板尺。鋼格柵原板生產過程中銅電極的電流輸入對于原板的質量影響很大,如果采用的電流較小,則扭鋼不能被完全壓入齒鋼的齒槽內,難以達到格柵防滑的功能。如圖3所示,由于銅電極電流過小,連接橫桿沒有完全壓入齒形扁鋼的凹槽內,因而達不到項目的防滑要求。如果輸入的電流過大,則格柵原板焊后變形較大,會增加原板焊后矯正變形的費用支出。
1.3成品件精加工 格柵原板生產完成之后,就可以進行下一步的格柵成品加工了。一般來說,格柵成品加工主要由以下幾個關鍵步驟組成: 1.3.1編制格柵布置圖 在對鋼格柵原板進行深加工之前,首先要根據項目圖紙和規格書的要求,并考慮鋼格柵原板的板尺,對格柵層的所有格柵進行分片,形成格柵平面布置圖并編寫桿件號,以保證格柵生產完成后能夠按照要求固定在鋼結構上。如圖2所示。
1.3.2排版切割 格柵平面布置圖編校審完成后,在格柵原板的板尺范圍內,使用專業軟件對格柵桿件進行建模和排版。一般情況下,國內格柵生產廠家對格柵原板進行深加工可以分為以下幾道工序: a.根據格柵桿件的排版圖,使用鋸床將格柵原板切割程合理尺寸的小塊,如圖3所示; b.將排版圖按照1:1的比例打印成紙質樣板圖,然后將樣板圖覆蓋到小塊格柵上進行劃線; c.使用割槍對小塊格柵進行切割,加工成為排版圖所繪制的格柵桿件,如圖4所示; d.安裝包邊扁鋼和護管。
1.4鋼格板熱浸鋅 熱浸鋅是鋼結構件浸入熔融的鋅池中獲得金屬覆蓋層的一種方法。熱浸鋅層的厚度一般在35um以上,甚至高達200um,所以熱浸鋅涂層能大大提高鋼基體抗大氣腐蝕的能力。 鋼格柵件預制完成后,也是采用熱浸鋅的方法進行表面防腐。鋼格柵件的熱浸鋅的主要工序有:脫脂、酸洗、熱鍍鋅、鈍化。熱浸鋅完成后,必須對格柵件進行檢測,以保證鋅層厚度和鋅層結合強度能夠滿足項目規格書要求。
二、優化建議 近年來,很多國內海洋平臺、液化天然氣模塊、尤其是單點項目和FPSO項目,都在設計階段對鋼結構的設計進行了優化。優化后的結構空間預留更加狹小、設備布置更加緊湊,這就意味著單位面積內,將會有更多的管線、支架、電纜需要貫穿格柵,也就是說,單位面積的格柵上將會有更多的開孔。眾所周知,為了方便格柵的安裝和拆卸,一般都會要求格柵在開孔處分片,這就會使得格柵件的形狀更加不規則。 圖5為某項目管匯平臺的格柵布置圖。從圖紙可以看出,管匯平臺處開孔密集,格柵形狀不規則。為了便于格柵安裝和拆卸,就需要將格柵件在開孔處拆分,這就給格柵的生產帶來很大困難。如下圖所示的格柵,如果采用上述的傳統人工方法進行下料,不僅會花費大量人力,而且尺寸精度難以保證。
為保證此類異形格柵的尺寸精度,可以采用數控火焰切割機進行下料,即事先將格柵件在原板上的排版圖按照1:1的比例輸入數控火焰切割機,切割機就會按照排版圖繪制的尺寸進行下料。因此,為了降低格柵成品件的生產難度和生產成本,可以使用數控火焰切割機對異形格柵件進行下料,而使用傳統的人工下料方法對規則形狀的格柵件進行下料,如圖6所示。
三、結語 壓焊鋼格板的生產工序流程主要分為基本材料加工、原板加工、成品精加工、熱浸鋅,其中成品精加工這道工序對鋼格板的整體生產成本和功效影響很大。特別是對于形狀復雜的格柵,成品精加工階段需要投入大量的人力進行劃線、切割和包邊工作。近年來由于海洋鋼結構設計趨于緊湊,項目中的異形格柵件比例逐漸增大,為降低格柵成品件的功效,推薦使用數控火焰切割機對異形格柵進行下料,而使用傳統人工下料的方法對規則形狀的格柵進行下料。本文對后續壓焊鋼格柵的生產有一定的參考意義。